
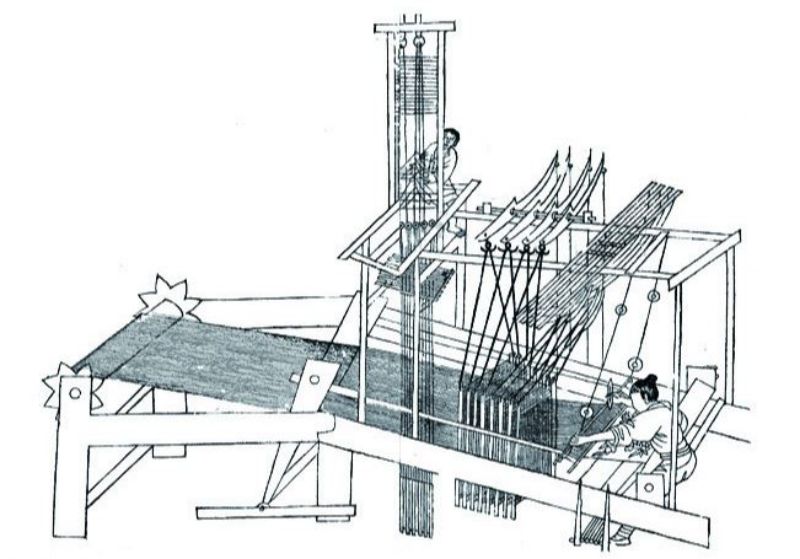
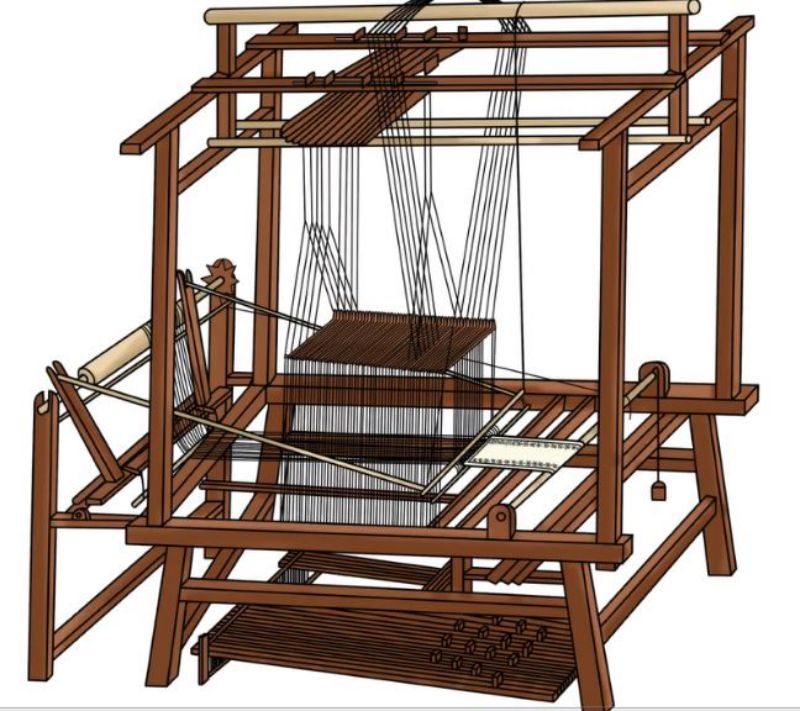
Tkaní
Popruh tká osnovu a útek.Zkroucená nit se stočí do cívky (cívky) a útek se smotá do háčku a položí na popruh tkalcovského stavu.Ve 30. letech 20. století byly představeny ručně tažené dřevěné tkalcovské stavy a železné tkalcovské stavy.Na počátku 60. let 20. století byl tkalcovský stav z roku 1511 přeměněn na tkalcovský stav, který je široce používán dodnes.Protože šířka pásu je malá, způsob tkaní je jiný, existují jednoduché kořeny, dvojité kořeny, desítky kořenů, jsou jednoduché vrstvy, jsou dvojité vrstvy.
V roce 1967 výzkumná skupina bezčlunkové stuhy s dělníky jako hlavním orgánem úspěšně navrhla a vyrobila vysokorychlostní jednoduchý bezčlunkový tkací stroj na stuhy, který realizoval bezčlunkové tkaní stuh, zkrátil proces, zabíral malou plochu a zvýšil produktivitu práce, což je průkopnickým dílem v historii čínské technologie pásků.
V 70. letech 20. století se díky oblibě stužkových průběžných barvících a nažehlovacích strojů rozvinulo zpracování stuhy od tradičního prvního barvení a tkaní k prvnímu barvení a barvení, prvnímu tkaní a bělení a průběžnému zušlechťování a žehlení.Pásková technologie vstoupila do řad mechanizované hromadné výroby.Na počátku 80. let 20. století zavedly Švýcarsko, Itálie a Spolková republika Německo vysokorychlostní bezčlánkové pásové tkací stroje, žehlicí stroje, ovinovací stroje, snovací stroje a tak dále.A pásková technologie vstoupila do nové fáze vývoje.
Pokrok technologie popruhů přinesl modernizaci produktů.V roce 1979 byla úspěšně zkušební výroba první generace pryžového ingotového pásu v Číně SD9-9, takže výrobky z pryžových ingotových pásů ukončily historii závislosti na dovozu.V roce 1980 byl vyvinut pryžový ingotový pás typu SD-81A a B s měkkým, tenkým, pevným, malým prodloužením, malým nárazem, krátkými a plochými charakteristikami spoje.Začátkem roku 1990 byla úspěšná zkušební výroba bezpečnostního pásu pro automobily Santana.Po více než dvou letech výzkumu a zkušební výroby dosáhla kvalita produktu standardů QC49-92 a TL-VW470.
Tkaní (pletení ingotů)
Poté, co se válec příze a útek navinou do útkové trubice, vloží se do základny pevných zubů pletacího stroje.Útková trubice se otáčí podél dráhy čísla 8 a táhne příze přes sebe.Obvykle je počet ingotů sudý, stuha je trubková, počet slitků je lichý a stuha je plochá.Proces tkaní se používá od staré Číny a počet vřeten se pohybuje od 9 do 100 v závislosti na vybavení.Základní proces tkaní je: bělení, navíjení, tkaní, smekání, stříhání, balení.Od roku 1960 bylo v pletacím stroji provedeno mnoho technologických inovací, zejména rozšíření průměru broskvové desky, instalace automatických zastavovacích zařízení pro přetrhávání gumiček a nahrazení železných ingotů nylonovými vřeteny.Zlepšení těchto zařízení zvýšilo rychlost na 160 ~ 190 RPM, vertikální rychlost se zdvojnásobila a kvalita produktu se výrazně zlepšila.

Můžete tkát nejen popruhy, ale také lano.Trubkový pás je druh pleteného lana, průměr 1 ~ 4 cm se nazývá lano nebo lano, průměr větší než 4 cm se nazývá lano a průměr větší než 40 cm se nazývá kabel nebo kabel.V roce 1989 zavedl průmysl japonské zařízení na výrobu stereotypních kabelů, další rok pak výroba polypropylenových stereotypních kabelů získala národní stříbrnou cenu.
pletení
V 70. letech 20. století byla v pásovinách široce používána technologie osnovního pletení a pletení útku.V roce 1973 byla úspěšná zkušební výroba pleteného nylonového širokého těsného pásu.V roce 1982 byl zaveden italský háčkovací stroj, pokročilá technologie, široká škála produktů, zvláště vhodných pro tenké dekorativní tkaniny, jako jsou krajky, elastické pásky, okenní sítě, ozdobné pásy a tak dále.Základní proces je: bělení - navíjení - tkaní - žehlení - balení.

Před sedmdesátými léty byl polotovar trubky požární hadice tkaný horizontálním strojem, s velkým průměrem deformace a nízkým výkonem.V druhé polovině roku 1974, podle principu pletení, průmysl zorganizoval výzkumnou skupinu tkaní trubkových sochorů, využívající proplétání osnovy a útku, spoléhající se na smyčkovou přízi během smyčkového procesu, využívající jehelní válec a usazovací oblouk. smyčková příze spojuje protkanou osnovu a útek do celku tak, aby vznikla hadicová pletenina s útkovou podšívkou a osnovní podšívkou.Úroveň technologie výroby povlakovaných vodovodních trubek a vysokotlakých požárních hadic se řadí na přední místa v republice.
Čas odeslání: prosinec-06-2023